![]()

![]()

1、手動推動機架和被框使得機頭處于被框的一角,放上夾好被子的被框,用卷尺測量機頭(即機針)位置距離被框近來的兩條邊的距離,即出框點的位置。接通主機和顯示器電源,打開電腦小主機(紅色圓的按鈕,打開狀態下有個紅色指示燈會常量)和顯示器(屏幕下方的POWER按鍵)。綠色的小圓圈代表絎縫的起針點,紅色的“+”代表出框點(即開始和結束絎縫機頭所停的位置)。
2、按F2【選擇花樣】,按下“Enter”鍵進入“選擇裝入盤”,按“1”進入本地花型載入。每個花型下面都有編號,四個移動鍵右上角的“PageUp”和“PageDown”鍵用來整頁上翻或下翻花型,花型用按鍵“←、↑、→、↓”進行選擇。數字編號上帶有黑色邊框時即選擇的數字編號上方的花型,確認后按“Enter”鍵。
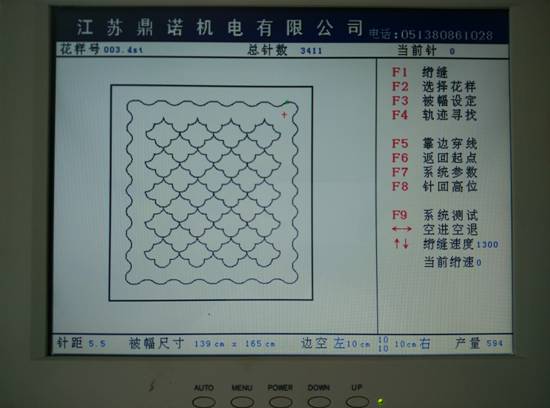
3、按F3【被幅設定】
(1)被幅縮放
先按F3再按“1”進入“被幅縮放”即根據裝被大小(被框夾子口到夾子口的距離)進行花型的縮放。按↑加1cm、↓減1cm,按→加10cm、←減10cm。默認先調節“被幅長”(即垂直于上機架的邊),數據確認后按回車鍵“Enter”,然后再調節“被幅寬”(即平行于上機架的邊),花形縮放一般最小是70cm×70cm的。數據確認后按回車鍵“Enter”確認并退出。按左上角的“Esc”或“0”取消并退出。
(2)邊空設定
先按F3再按“2”進入“邊空設定”即對絎縫的花型距離被子四條邊的距離進行設置。系統默認的邊空設置順序依次是:左、右、上、下。建議邊空設置成相同的數字,一般10cm-15cm,數據確認后按回車鍵“Enter”確認并退出。按左上角的“Esc”或“0”取消并退出。
(3)出框點設置
先按F3再按“3”進入“出框點設定”即機頭(也可以說是機針)開始絎縫和結束絎縫所停的位置的設置。出框點可通過按鍵“←、↑、→、↓”來選擇,按“Enter”選定大概的出框點位置。然后通過按鍵“←、↑、→、↓”設置具體的位置,數據確認后按回車鍵“Enter”確認并退出。按左上角的“Esc”或“0”取消并退出。
(4)針距調整
先按F3再按“4”進入“針距調整”即調節絎縫線跡的疏密程度。針距可調節范圍是1.0mm-11.0mm,“↑”針距加0.5mm,“↓”針距減0.5mm,一般設置4.0mm-5.5mm,數據確認后按回車鍵“Enter”確認并退出。按左上角的“Esc”或“0”取消并退出。
4、把夾好的被子放到設備托架上,把機器絎縫機頭推到實際起針點,并穿好線。注意穿線方向,必須從機針的凸面穿到凹面。
5、按電腦柜上的綠色按鈕,打開電機和驅動器電源。接通電源后,機架和機頭已鎖住不能隨意推動。
6、按F1【絎縫】
縫制過程中可接受以下命令:
空格鍵(長條形按鍵)暫停,↑加速,↓減速,出現斷線后按空格鍵暫停,按“→”空退至斷線處,距離近的可直接穿線,然后按F1繼續絎縫。如距離遠的需按F5【靠邊穿線】穿好線后按F5回到斷線處,再按F1繼續縫制。
7、工作結束后,關電機電源,按電腦柜上的紅按鈕。
注:F9【系統測試】,該功能主要用于系統安裝測試,可執行以下命令:F9啟動機頭,用↑↓鍵進行加速減速,ESC返回,←框架左移、→框架右移、↑框架上移、↓框架下移,ESC退出。新手可在被幅設定結束后通過系統測試來做模擬實驗,看各個設置是否正確。

 請掃描圖中二維碼
請掃描圖中二維碼















 微信公眾號
微信公眾號 微信小程序
微信小程序 百度小程序
百度小程序
 掃一掃
掃一掃